The Science Behind Pitch Diameter and Class of Fit
The KATO Tech-Group is frequently called upon to explain the differences in the various classes of fit for both inch and metric threads, and how they relate to threaded insert assemblies. So, we decided to dedicate this article to this subject by creating a simple explanation that we think will be a useful tool for our distributors, as well as end users of our inserts. We will focus on Pitch Diameter and how the tolerance range dictates the Class of Fit.
Pitch Diameter:
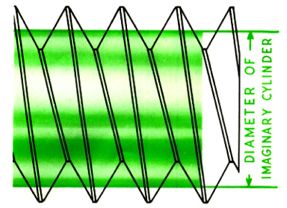
Figure 1A: Diameter of Imaginary Cylinder
Let’s take a quick step back, and define the pitch of a thread. Pitch is the distance from a point on a screw thread to a corresponding point on the next thread measured parallel to the axis of the thread, see Figure 1b
Pitch (in inches) = 1/ (Number of threads per inch) Example: 4-40 UNC: P= 1/40 = 0.025 inches
The pitch on metric threads is also the distance from thread to thread corresponding points, except that the distance from thread to thread is measured in millimeters (mm). And, metric thread sizes are also expressed differently than inch threads.
Example: Thread size M10x1.5
Pitch (in mm) = 1.5
Class of Fit:
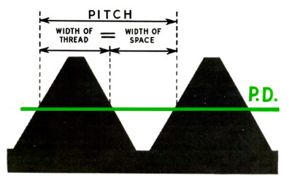
Figure 1B: Pitch Diameter Definition
The class of fit defines the tolerance range of thread dimensions including major, minor, and pitch diameters of internally or externally threaded parts. We will focus on the pitch diameter tolerances to keep it simple. Typically there will be a number and letter following the thread size to designate the class of fit. On inch sizes, the number 2 or 3 expresses the class of fit, and the letters “A” or “B” designate external or internal threads respectively. The Class 2A and 2B threads are typically referred to as commercial quality. This class of fit has a broader tolerance range and it is intended for general fastener usage.
The Class 3A and 3B threads are referred to as precision quality, and sometimes aerospace quality. This class of fit has a tighter tolerance, and is intended for applications where precision and thread accuracy are required. As precision equipment and gauging are necessary to produce these closer tolerances, higher manufacturing costs are a consequence of specifying this class of fit.
In many cases it is necessary to compensate for plating on the tapped hole or insert by using STI taps with a larger pitch diameter. The tap manufacturer does this by specifying a larger “H limit” on the tap, depending on the amount of compensation needed for plating thickness. Each H limit represents 0.0005 inches over basic pitch diameter.
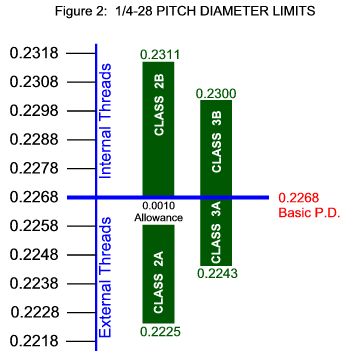
The best way to visualize the differences in screw thread classes of fit is shown on the bar graph in Figure 2. This example shows the pitch diameter limits for ¼-28 UNF internal and external standard threads.
Metric threads use a different system for pitch diameter tolerances. And, this system is a bit more complicated than that used for inch threads. The tolerance class consists of a tolerance grade and tolerance position. The tolerance grade is specified by a number that controls the pitch diameter (and crest diameter) tolerances. The crest diameter is the major diameter on an external thread, and the minor diameter on an internal thread. The tolerance positions are designated by letters, upper case letters for internal threads, and lower case letters for external threads.
Example:
| Tolerance Class | ||
|---|---|---|
| Thread Type | Pitch Diameter | Crest Diameter |
| External Thread | 4h5h | |
| Internal Thread | 4H5H | |
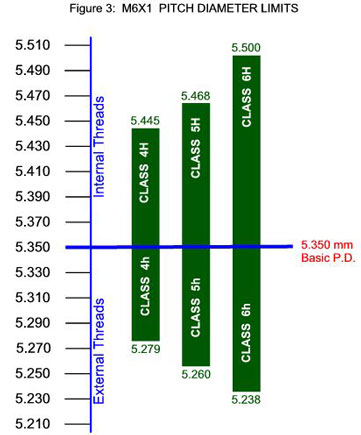
When the pitch and crest diameter tolerances are the same, the designation is only written once. For example; 4H4H need only be written as 4H. With metric threads, the larger tolerance grade number indicates a broader tolerance range. For example; 4H is approximately equivalent to Class 3B (precision quality), and 5H is approximately equivalent to Class 2B (commercial quality). Please see Figure 3 for an example of pitch diameter limits for M6x1 internal and external standard threads.
Pitch diameter tolerances are tighter on tapped holes intended for helical coil inserts. These holes carry the designation “STI” (Screw Thread Inserts) after the thread size. The reason for this is due to the fact that the final assembly has to meet Federal Thread Standards, so the tapping tolerances have to be tighter to account for the insert wire tolerances. The class of fit of the installed insert is controlled by the class of fit of the tapped hole. KFS offers STI taps for inch threads in both Class 2B and 3B tolerances, and for metric threads in Class 4H and 5H tolerances.
If you have any questions, please contact us.
For more technical articles, register to KATOpedia today! Registration is FREE, and take less than 1 minute to complete and gain access to the world's most comprehensive online encyclopedia for helically coiled screw thread inserts and tools.