The Effects of Plating
Backgound
The application of platings and coatings are used to protect components from corrosion and other environmental factors. They can also provide increased wear resistance, dimensional stability, increased surface hardness, and lubricity. The lubricity characteristics can minimize galling with the mating screw or bolt, as well as improve installation properties of the inserts.
Common Platings and Coatings for CoilThread® Inserts
KATO Fastening Systems offers many different platings and coatings for many different reasons. National Aerospace Standards NAS1130, NASM21209, and NA0276 give the user two plating options to still certify to the respective specification. The application of Cadmium plating must be in accordance with AMS-QQ-P-416. The application of a dry film lubricant must be in accordance with AS5272.
Environmental Factors
Stainless steel helical coil inserts without platings or coatings can be used in environments with temperatures up to 800°F. However, cadmium plating and dry lube coating have limited high temperature capabilities. For high temperature applications, please contact us. Platings and coatings will also have limited use in a vacuum due to the outgassing properties when compared to plain metal.
Geometric Properties of Platings and Coatings
When designing threaded assemblies, compensation for the plating buildup must be made. For discussion purposes, we will examine the effect of a standard dry film lubricant coating with a thickness of .0003 inches.
If a coating is added to one side of a rectangular bar, the overall thickness of the part will increase by the thickness value of the coating (1×.0003 in = .0003 in).
If a coating is added to a spherical object, the overall diameter of the part will increase by twice the thickness value of the coating (2×.0003 in = .0006 in).
If a coating is added to either the internal or external threads of a part, the pitch diameter will be affected by four times the thickness value of the coating (4×.0003 in = .0012 in). The thread geometry is shown in Figure 1.
If a coating is added to a helical coil insert, the resultant pitch diameter will be affected by eight times the thickness value of the coating (8×.0003 in = .0024 in). This uses the same thread geometry, and must be doubled since the helical insert engages both the internal STI threads of the parent material and the external threads of the male fastener.
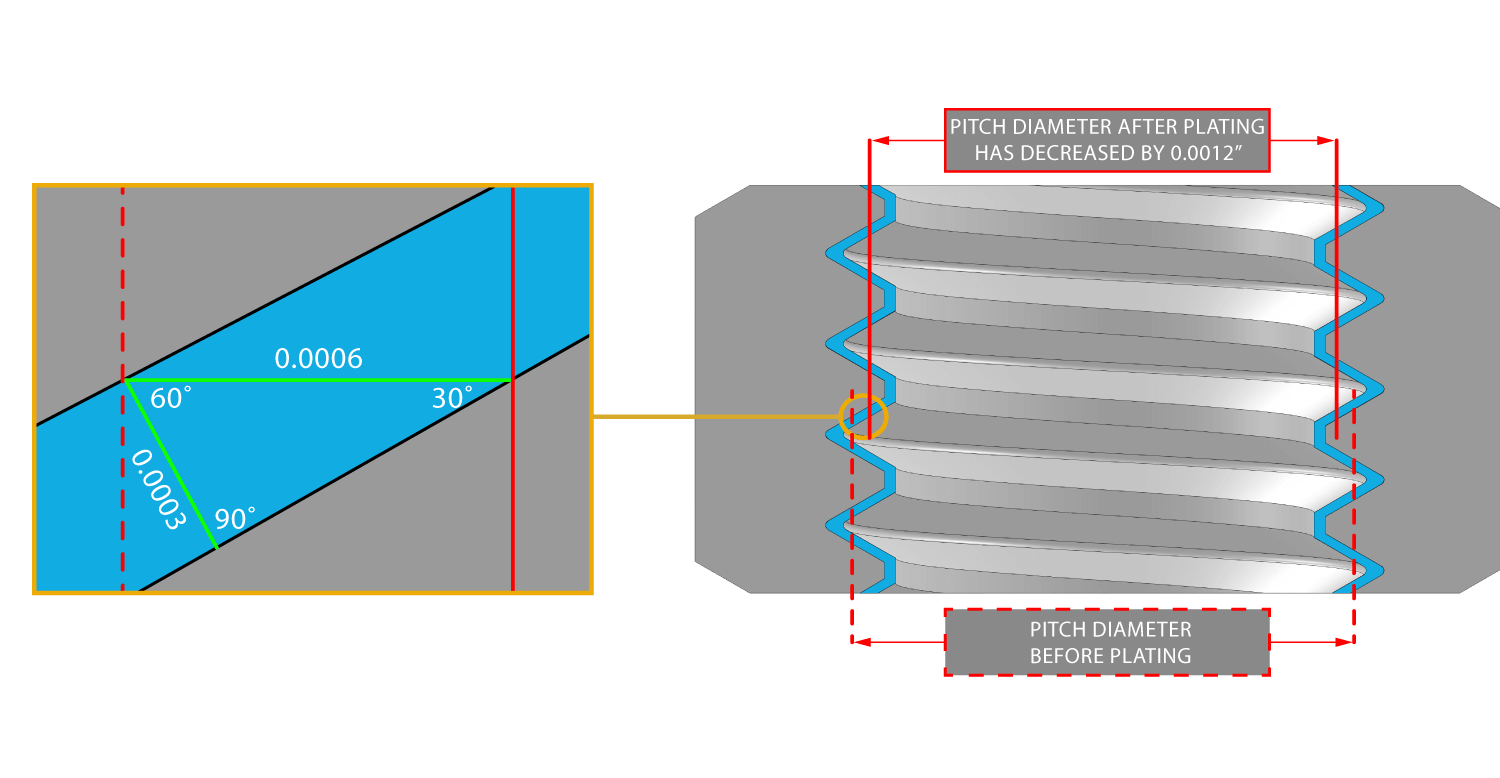
Figure 1: Plating build-up on a 60° thread form.
Summary
It is not uncommon, and often necessary, to compensate for plating on the tapped STI thread and plating on the helical insert. A tap manufacturer will increase the upper limit of the pitch diameter of the STI tap by increasing the “H limit.” For more information on H limits and Class of Fit (will link to combined class of fit article and H limit article).
The plating of a helical insert can also be a solution for correcting an oversize tapping result. If a STI tapped hole were tapped oversize, for example .001 in, the final assembly could be brought back into specification by plating the insert with .000125 in plating thickness (8×.000125 in = .001 in).
If you have any questions, please contact us.
For more technical articles, register to KATOpedia today! Registration is FREE, and take less than 1 minute to complete and gain access to the world's most comprehensive online encyclopedia for helically coiled screw thread inserts and tools.