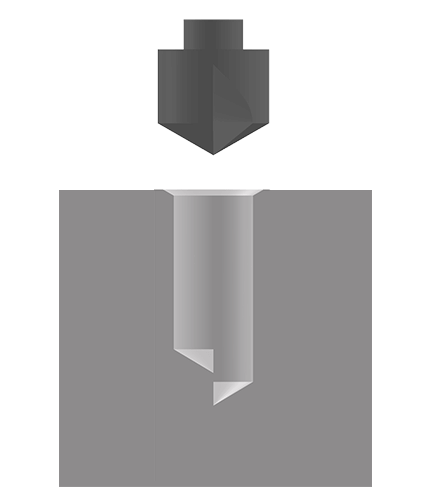
Step 1: Drill
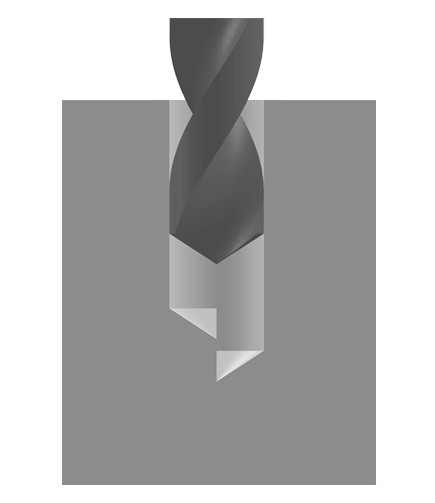
CoilThread Inserts are designed to be installed into thread profiles which conform to NASM33537 (Assembly and thread dimension specification). Using the proper drill size will ensure the Minor Ø of the STI thread will be within spec. The suggested drill will depend on the size of the STI thread being created and the parent material. A full table can be found in KATOpedia under Drill & Tap Dimensions. The table includes the range for the Minor Ø as well as the minimum drilling depth to accommodate the installed insert (minimum drilling depth is dependent on the type of STI tap being used).
It is preferred practice to drill as close to the maximum allowable value for the Minor Ø if additional drill sizes are available. KATO has found this eases installation, prolongs the life of the installation tool, and has a negligible effect on the strength of the fastener assembly.